

Inventory Impact Report
How do you compare the on-hand inventory to the demand from your production schedule? Do you know if there is a shortage of critical parts? Do you know which lines are in danger of shutting down?
Most ERP systems provide data tied to inventory (on-hand at the warehouse, in transit, or at the plant) but manufacturing and logistics truly want to understand the quantity required of a part in a given production window.
How many parts do I need on the line for my upcoming production schedule? This is the fundamental question that the Inventory Impact Report tries to address. On top of the net demand, the engineers also want to know how that demand is broken down; by line, by workstation, and by supermarket.
Proplanner’s Assembly Planner solution is unique as it manages Bill of Material, Logistics Plan for Every Part (PFEP), and Production Order data, thus enabling it to compute the demand (required quantity) of each part per order, per line, and per station. This computation is the basis of the inventory impact report.

Fig 1: Inventory Impact Report
The report snippet in Fig 1 shows the demand for a few parts for the AG Line. The time window shown here is from August 10 to November 20 (see Fig 2 below for report filters).
The part numbers being reported are those that are moved by Logistics (Kanban, Unit Kits, Sequenced or Direct to Line) in the plant i.e. parts that have part plans defined in PFEP (Proplanner’s in-plant logistics module). The quantity in this report shows the NET demand for that part across all the stations on the AG Line. All the fields listed after the quantity column are user-defined fields from various tables.
For e.g. Stocking Type (Make Buy Code of the part), Drawing Number, and Drawing Revision are fields that come from the item table. The ABC Class and Code come from the PFEP Item Properties table.
In this extract, the user wants to analyze “B” or Buy parts only and restrict it to “A” and “B” classifications (i.e. tightly controlled parts). The user can now filter out the Make and “C” classification parts from the overall output.
The report can be run for a range of dates and can be further filtered by Production Line, Models, and Options. The report data can be exported directly into Excel for further analysis. The excel template is customizable thus allowing the user to add item and PFEP fields that are of relevance.
The report shown in Fig 1 shows fields like Drawing Number and ABC Class (part classification) which are fields from Item and PFEP tables respectively. The extract in Fig 1 shows just the Assembly Line, the report can easily be extended to show the breakdown by stations on the line i.e. the quantity shown here can be further split by stations on the AG Line. This ability to customize the report and pull in data from multiple sources makes the report versatile.

Fig 2: Report Filters
There are three main sources of data being referenced for the report. We will use the example of part number 226084A1 (9.5” Hose) to explain the calculations tied to the report.
PFEP – Provides the delivery location and line mapped to the part. The PFEP module allows the logistics team to define the movements (one or multiple lines) of each part along with the type of movement (Kitting or Kanban) and the quantity of motion.
Each part is ultimately delivered to a station or cell on the line. The highlighted part below is being delivered to the station AGSUB15 on the C93 Kit Cart. The AGSUB15 location is on the AG Line.
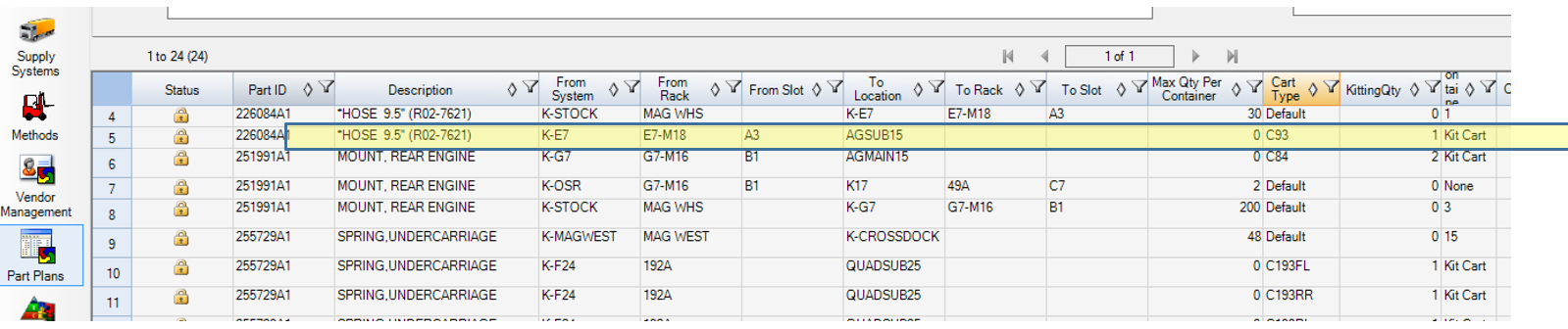 Fig 3: PFEP Data
Fig 3: PFEP Data
BOM – Provides the per-unit demand of the part. Items being delivered to the line are part of some bill of material (BOM). By traversing through the BOM, each part can be associated with a model and option.
This mapping allows the system to compute the net quantity required per model and/or option thus allowing the system to generate a unit demand for the item. In the image below, the Hose is seen as mapped to 5NUD, 5NWD, and 5NU models.

Fig 4: Mapping to Models and Options
Production Orders – Provides the overall demand of the part for a given period. Each order has a production line, schedule date and a model code tied to it. This allows the system to generate the unit BOM with net quantity. These parts are then compared to the PFEP data to generate the new quantity required for each part that is listed in PFEP.

Fig 4: Production Orders that provide part demand
The inventory impact reports provide the logistics planner a window into the future by computing the net demand of each part by line. This calculation is quick and can be performed on-demand and can easily be exported.
If you have questions about our software solutions we'd be happy to help.
If you'd like to keep up on the latest Proplanner news, follow us on Facebook, LinkedIn, and subscribe to our YouTube channel.
Join our mailing list to be informed of the newest blog posts.